
Varför använder du fortfarande karbidstänger för att minska vibrationerna?
Dags att byta till den nya versionen av STMD 3-6XD-svarvverktygshållare!
Diskussionen inleddes för ett år sedan, då frågan var om vår STMD-teknik kunde användas på korta verktygshållare där volframkarbidstänger oftast används. Vi har nu kommit fram till svaret: ”Ja, det kan vi!”
Volframkarbidstänger är inte dämpade stänger. Faktum är att karbidstängerna är styvare och har blivit det ekonomiska valet för att minska vibrationer vid bearbetning.
Vi är förvånade över resultaten och lyckades faktiskt överträffa en styvare hårdmetallstång vid dess optimala användningsområden med vår teknik. Vi trodde att det borde vara möjligt att förbättra ytfinishen från en hårdmetallstång, och vi uppnår Ra under 0,4 µm. Vi har till och med gjort det möjligt att använda en Wiper-edge-insats vid invändig svarvning, där vibrationer uppenbarligen är ett problem. Så nu är det möjligt att använda en wiper edge på våra verktyg för att fördubbla matningshastigheten och halvera cykeltiden samtidigt som man uppnår en ytfinish på Ra under 0,8 µm.
Idag, med lanseringen av 3-6XD STMD-produkterna, är hårdmetallstången inte längre ett alternativ. De nya 3-6XD-produkterna från MAQ täcker alla diametrar från 16 mm till 40 mm, med lägre pris och mycket bättre prestanda, se nedan.
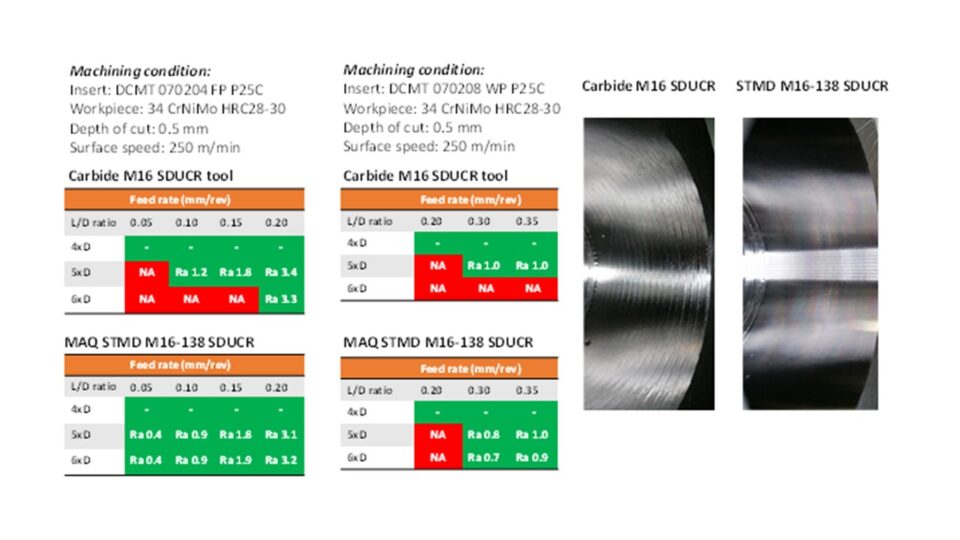
Jämförelse mellan Carbide SDUCR 16 mm och MAQ STMD M16-138 SDUCR Med 3-6XD-produkterna från MAQ får du 100 % tillförlitlighet med standardskär och kan uppnå en ytfinish på Ra 0,4 um. Du kan också använda ett skär med avstrykare för att öka produktiviteten och uppnå en ytfinish som är finare än Ra 0,8 um.
Med en vision om att "förenkla bearbetningen" genom att minska vibrationer, anser vi att alla bearbetningsprocesser påverkas negativt av vibrationer. Den negativa effekten har stor inverkan på våra kunders produktivitet och deras tillverkningskostnader. Använder du fortfarande hårdmetallverktygshållare för att minska vibrationer? Det är dags att ompröva MAQ för en sekund.