
Le « tournage arrière » n'est pas nouveau, mais il est intéressant et peut augmenter considérablement la productivité lors du « tournage arrière interne ». Tout comme le code NC « G0 », les opérateurs de machines expérimentés apprécient le tournage en arrière pour réduire le temps d'usinage et augmenter la durée de vie des outils, mesurée en nombre de pièces. En ce qui concerne le tournage interne, un tournage en arrière, avec un ébauche vers l'avant et une finition vers l'arrière, peut réduire le nombre de changements d'outils et augmenter le cycle de service afin de réduire les coûts. Cependant, le tournage en arrière présente des défis lors des opérations de tournage interne.
Une opération de tournage arrière dans le tournage interne utilise deux angles de coupe différents, et l'angle de coupe a un effet néfaste sur les vibrations d'un outil de coupe. La figure ci-dessous illustre de manière relative la tendance aux vibrations dans une opération d'usinage avec tournage avant et tournage arrière.
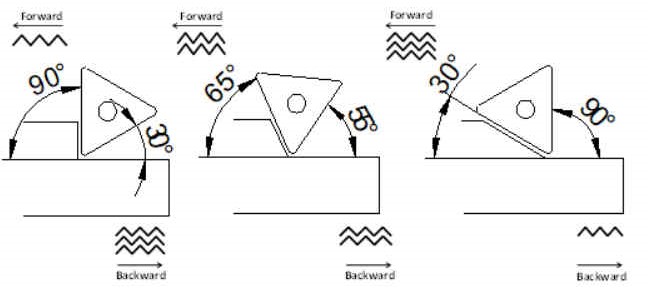
Figure 1, angle d'attaque et vibrations sur la structure de l'outil de coupe : un angle d'attaque proche de 90 degrés génère le moins de force dans le sens radial et le moins de vibrations.
En d'autres termes, le tournage arrière nécessite des outils amortis haute performance pour les opérations de tournage interne.
Les porte-outils à amortissement des vibrations MAQ ont une plage de fonctionnement plus large, ce qui, dans ce cas, offre la possibilité d'avoir un choix plus large d'« angles d'attaque ». Dans l'exemple d'usinage donné, nous avons effectué un tournage vers l'avant avec une profondeur de coupe de 1 mm pour réaliser une opération d'ébauche, puis une opération de finition avec une profondeur de coupe de 0,1 mm. Vous pouvez constater que le résultat est excellent.
Choisir les produits MAQ vous offre plus de liberté pour planifier votre usinage différemment afin de gagner du temps et de l'argent. Cela n'est possible que grâce à la technologie STMD qui s'adapte automatiquement aux conditions de travail.
Si vous envisagez d'essayer le back turning, voici notre conseil :
Utilisez un insert en forme de V ou de D qui dirige la force de coupe dans le sens longitudinal, de manière à réduire la tendance à la vibration.
Utilisez une profondeur de coupe inférieure au rayon de la pointe de votre plaquette lorsque vous effectuez un tournage arrière.
Si vous rencontrez des difficultés, vous pouvez toujours consulter l'équipe MAQ pour obtenir des conseils !