
“Back-turning” is not new, but interesting and can increase productivity substantially when making “internal back turning”. Just like the “G0” NC code, experienced machine operators are fond of making back-turning to reduce machining time and increase the tool life, measured by the number of workpieces. When it comes to internal turning, a back-turning, with roughing in forward and finishing backward, can reduce the number of tool changes and increase the duty cycle to save cost. However, back turning has its challenges when making internal turning operations.
A back turning operation in internal turning will use two different lead angles, and the lead angle has a detrimental effect on the vibration of a cutting tool. The figure below makes a relative illustration of the vibration tendency in a machining operation with forward-turning and backward-turning.
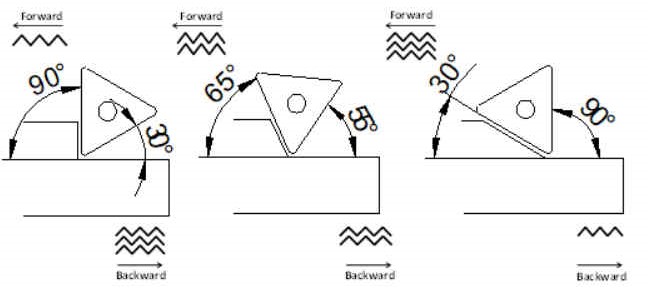
Figure 1, lead angle and vibrations on cutting tool structure, a closer to 90 degrees lead angle has least force in the radial direction and lowest vibrations.
In other words, back-turning demands high-performance damped tools in internal turning operations.
The MAQ vibration damped tool holders have a wider operation window, which in this case gives the possibility to have a wider selection of “Lead Angle”. In the given machining example, we made a forward turning with a 1 mm depth of cut to make a roughing operation and then a finishing operation with a 0.1 mm depth of cut and you can see the result is excellent.
Choosing MAQ products brings you more freedom to plan your machining differently to save time and money. It is possible only because of the STMD technology that automatically adjusts itself to the working condition.
If you are planning to try back turning, our advice is that:
Use a V shape or D shape insert which directs the cutting force in the longitudinal direction, such that the vibration tendency is less.
Use a depth of cut smaller than the nose radius of your insert when making back turning.
You can always consult the MAQ team for a suggestion if you have challenges!