
”Baksvarvning” är inte något nytt, men det är intressant och kan öka produktiviteten avsevärt vid ”intern baksvarvning”. Precis som med NC-koden ”G0” är erfarna maskinoperatörer förtjusta i att göra back-turning för att minska bearbetningstiden och öka verktygets livslängd, mätt i antal arbetsstycken. När det gäller intern svarvning kan back-turning, med grovbearbetning framåt och finbearbetning bakåt, minska antalet verktygsbyten och öka arbetscykeln för att spara kostnader. Back-turning har dock sina utmaningar när man utför interna svarvningsoperationer.
Vid bakåtvänd svarvning används två olika stigningsvinklar, och stigningsvinkeln har en negativ inverkan på skärverktygets vibrationer. Figuren nedan illustrerar relativt sett vibrationstendensen vid bearbetning med framåtvänd och bakåtvänd svarvning.
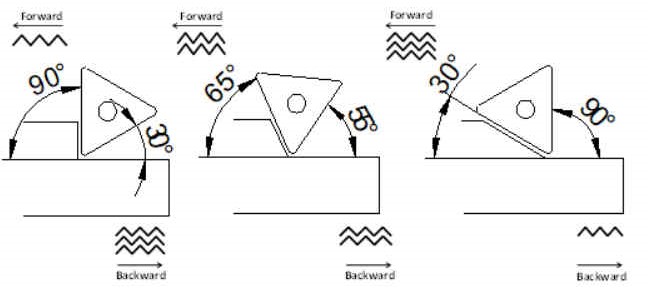
Figur 1, ledvinkel och vibrationer på skärverktygets struktur. En ledvinkel närmare 90 grader har minst kraft i radiell riktning och lägst vibrationer.
Med andra ord kräver bakåtvänd svarvning högpresterande dämpade verktyg vid invändiga svarvningsoperationer.
MAQ:s vibrationsdämpade verktygshållare har ett bredare arbetsområde, vilket i detta fall ger möjlighet till ett bredare urval av ”förvinklar”. I det givna bearbetningsexemplet utförde vi en framåtgående svarvning med ett skärdjup på 1 mm för att göra en grovbearbetning och sedan en finbearbetning med ett skärdjup på 0,1 mm, och som du kan se är resultatet utmärkt.
Genom att välja MAQ-produkter får du större frihet att planera din bearbetning på ett annat sätt och därmed spara tid och pengar. Detta är endast möjligt tack vare STMD-tekniken som automatiskt anpassar sig efter arbetsförhållandena.
Om du planerar att prova back turning är vårt råd följande:
Använd ett V-format eller D-format insatsstycke som leder skärkraften i längdriktningen, så att vibrationerna minskar.
Använd ett skärdjup som är mindre än insatsens nosradie när du gör bakåtvändning.
Du kan alltid vända dig till MAQ-teamet för råd om du har problem!