
„Rückwärtsdrehen“ ist nichts Neues, aber interessant und kann die Produktivität beim „Innenrückwärtsdrehen“ erheblich steigern. Genau wie beim NC-Code „G0“ bevorzugen erfahrene Maschinenbediener das Rückwärtsdrehen, um die Bearbeitungszeit zu verkürzen und die Standzeit der Werkzeuge zu verlängern, gemessen an der Anzahl der Werkstücke. Beim Innendrehen kann das Rückwärtsdrehen mit Schruppen in Vorwärtsrichtung und Schlichten in Rückwärtsrichtung die Anzahl der Werkzeugwechsel reduzieren und den Arbeitszyklus verlängern, was zu Kosteneinsparungen führt. Allerdings birgt das Rückwärtsdrehen beim Innendrehen auch einige Herausforderungen.
Beim Rückwärtsdrehen im Innendrehen werden zwei unterschiedliche Steigungswinkel verwendet, wobei der Steigungswinkel einen nachteiligen Einfluss auf die Vibration eines Schneidwerkzeugs hat. Die folgende Abbildung veranschaulicht die relative Vibrationsneigung bei einer Bearbeitung mit Vorwärts- und Rückwärtsdrehen.
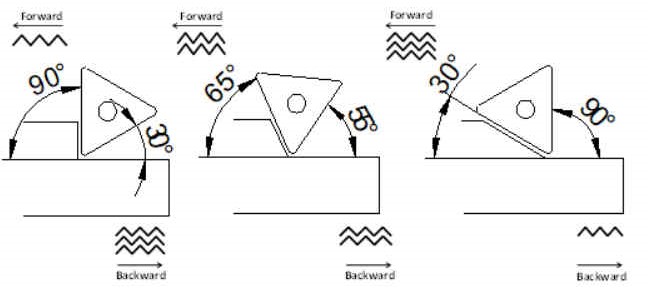
Abbildung 1, Spanwinkel und Vibrationen an der Schneidwerkzeugstruktur: Ein Spanwinkel näher an 90 Grad hat die geringste Kraft in radialer Richtung und die geringsten Vibrationen.
Mit anderen Worten: Das Rückwärtsdrehen erfordert leistungsstarke gedämpfte Werkzeuge für Innenbearbeitungen.
Die vibrationsgedämpften MAQ-Werkzeughalter haben einen größeren Arbeitsbereich, was in diesem Fall eine größere Auswahl an „Steigungswinkeln“ ermöglicht. In dem angegebenen Bearbeitungsbeispiel haben wir eine Vorwärtsdrehung mit einer Schnitttiefe von 1 mm für die Schruppbearbeitung und anschließend eine Schlichtbearbeitung mit einer Schnitttiefe von 0,1 mm durchgeführt. Das Ergebnis ist hervorragend.
Die Entscheidung für MAQ-Produkte gibt Ihnen mehr Freiheit, Ihre Bearbeitung anders zu planen, um Zeit und Geld zu sparen. Dies ist nur dank der STMD-Technologie möglich, die sich automatisch an die Arbeitsbedingungen anpasst.
Wenn Sie vorhaben, sich im Rückwärtsdrehen zu versuchen, lautet unser Ratschlag:
Verwenden Sie einen V-förmigen oder D-förmigen Einsatz, der die Schnittkraft in Längsrichtung leitet, sodass die Neigung zu Vibrationen geringer ist.
Verwenden Sie beim Rückwärtsdrehen eine Schnitttiefe, die kleiner ist als der Nasenradius Ihres Einsatzes.
Bei Problemen können Sie sich jederzeit an das MAQ-Team wenden, um einen Vorschlag zu erhalten!