
Les dimensions, les tolérances et la finition de surface sont les trois principales exigences d'un travail d'usinage. L'objectif est de satisfaire ces trois exigences le plus rapidement possible. Le bord racleur a été inventé dans le but d'obtenir une finition de surface rectifiée lors d'une opération de tournage en éliminant les bords festonnés d'une surface tournée. La caractéristique spécifique du bord racleur limite ses applications, car il augmente naturellement les vibrations lors de l'usinage. C'est pourquoi on voit souvent une mention indiquant que le tranchant Wiper n'est recommandé qu'en l'absence de vibrations.
Contraint de déplacer une pièce d'une machine à tourner vers une rectifieuse pour répondre aux exigences, le meulage est coûteux et prend beaucoup de temps. De plus, du point de vue des économies d'énergie, le tournage est préférable à la rectification, car il nécessite moins d'énergie spécifique pour l'usinage. Avec une plaquette à arête Wiper, il est possible de supprimer l'opération de rectification et d'économiser du temps, de l'argent et de l'énergie. MAQ peut vous aider à atteindre cet objectif en éliminant les vibrations grâce à sa technologie STMD unique.
Pour prouver ce que nous affirmons, nous avons placé les différents outils dans la machine à tourner et avons effectué les tests. Vous trouverez ci-dessous les résultats. Il s'agit d'une comparaison directe des performances d'usinage à un réglage 6xD avec des plaquettes à arête Wiper, de l'outil en acier standard, de l'outil en carbure, des outils bb et MAQ STMD. Nous pouvons clairement constater qu'il est pratiquement impossible d'utiliser un porte-outil en acier pour le test, car il vibre constamment. Un porte-outil en carbure peut fonctionner dans certains cas si nous réduisons la vitesse de coupe à 40 % de la vitesse recommandée pour la plaquette. Le problème pour l'outil en acier et l'outil en carbure est la vibration. Lorsque nous utilisons un outil MAQ STMD à amortissement de masse, nous pouvons profiter de tous les avantages et du potentiel d'une plaquette à arête Wiper, et même utiliser toute la gamme des vitesses d'avance.
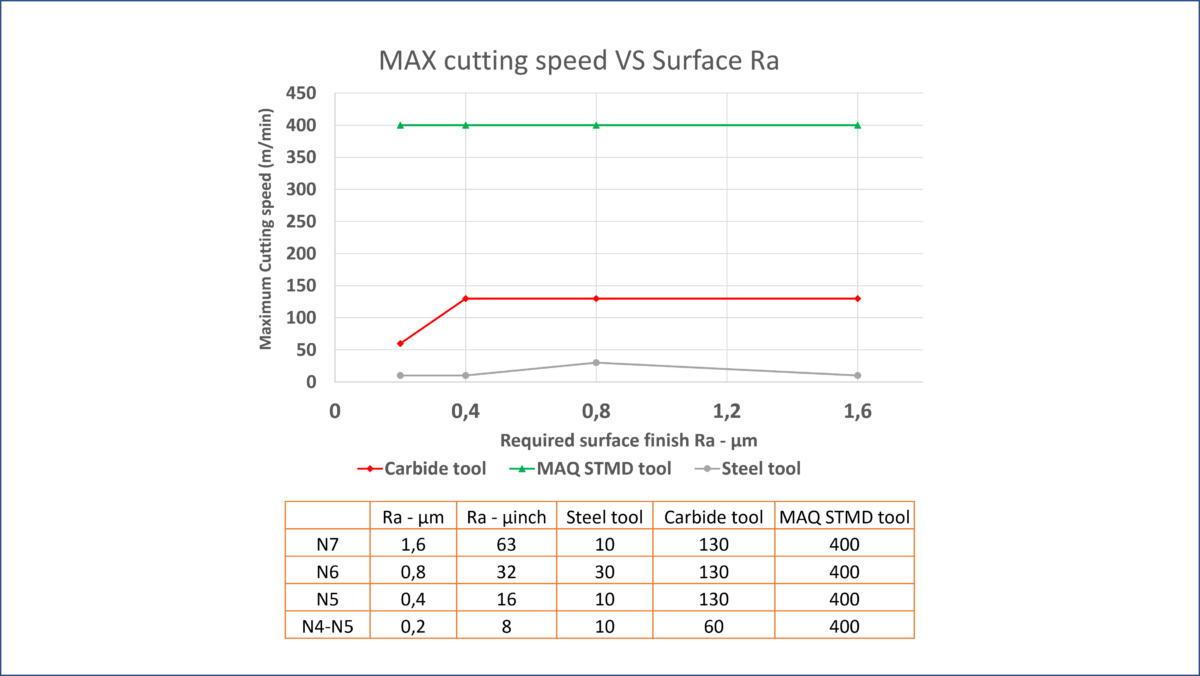
Figure 1 : vitesse de coupe maximale autorisée en fonction de la finition de surface requise, comparaison entre STMD M25-205 SDUCR, outil en carbure équivalent et outil en acier, avec un réglage 6xD, profondeur de coupe ap fixée à 0,5 mm, matériau de la pièce 34CrNiMo – 4340 HRC 28-30, un liquide de refroidissement a été utilisé pendant le test et la plaquette de coupe est une MAQ DCMT 11T308 FW – P25C.
Quel est le degré de difficulté de l'opération que vous devez réaliser ? S'agit-il d'un degré de rugosité de surface (ISO 1302) de N4-N5 (Ra 0,3 µm) ? Si tel est le cas, l'outil MAQ STMD surpasse l'outil Carbide avec une productivité supérieure de 600 %. Si les exigences sont légèrement inférieures, les outils MAQ STMD augmenteront votre productivité d'au moins 200 %, indépendamment de vos exigences en matière de finition de surface (N4-N7).