
Dimension, tolerans och ytfinish är de tre huvudkraven för ett bearbetningsjobb. Målet är att uppfylla dessa tre krav så snabbt som möjligt. Wiper edge uppfanns i syfte att uppnå slipad ytfinish vid svarvning genom att ta bort de skulpterade topparna på en svarvad yta. Den specifika Wiper edge-funktionen begränsar dess användningsområden eftersom den naturligt ökar vibrationerna vid bearbetning. Därför ser vi ofta en varning om att Wiper Edge endast rekommenderas när det inte förekommer vibrationer.
Att tvingas flytta ett arbetsstycke från en svarv till en slipmaskin för att uppfylla kraven är dyrt och tidskrävande. Ur ett energibesparingsperspektiv är dessutom svarvning att föredra framför slipning, eftersom den har lägre specifik energi vid bearbetning. Med en Wiper Edge-insats finns potential att eliminera slipningen efter bearbetningen och spara tid, pengar och energi. MAQ kan hjälpa dig att uppnå detta genom att ta hand om vibrationerna med sin unika STMD-teknik.
För att bevisa vad vi säger satte vi in de olika verktygen i svarven och körde testerna. Nedan ser du resultaten. Detta är en direkt jämförelse av bearbetningsprestanda vid 6xD-inställning med Wiper Edge-skär, standardverktyg i stål, verktyg i hårdmetall, bb och MAQ STMD-verktyg. Vi kan tydligt se att det är nästan omöjligt att använda en verktygshållare i stål för testet, eftersom den vibrerar konstant. En hårdmetallverktygshållare kan fungera i vissa fall om vi har minskat skärhastigheten till 40 % av den rekommenderade hastigheten för skärplattan. Problemet för stålverktyget och hårdmetallverktyget är vibrationerna. När vi använder ett massdämpat MAQ STMD-verktyg kan vi utnyttja alla fördelar och potential som följer med en Wiper Edge-skärplatta och till och med använda hela intervallet av matningshastigheter.
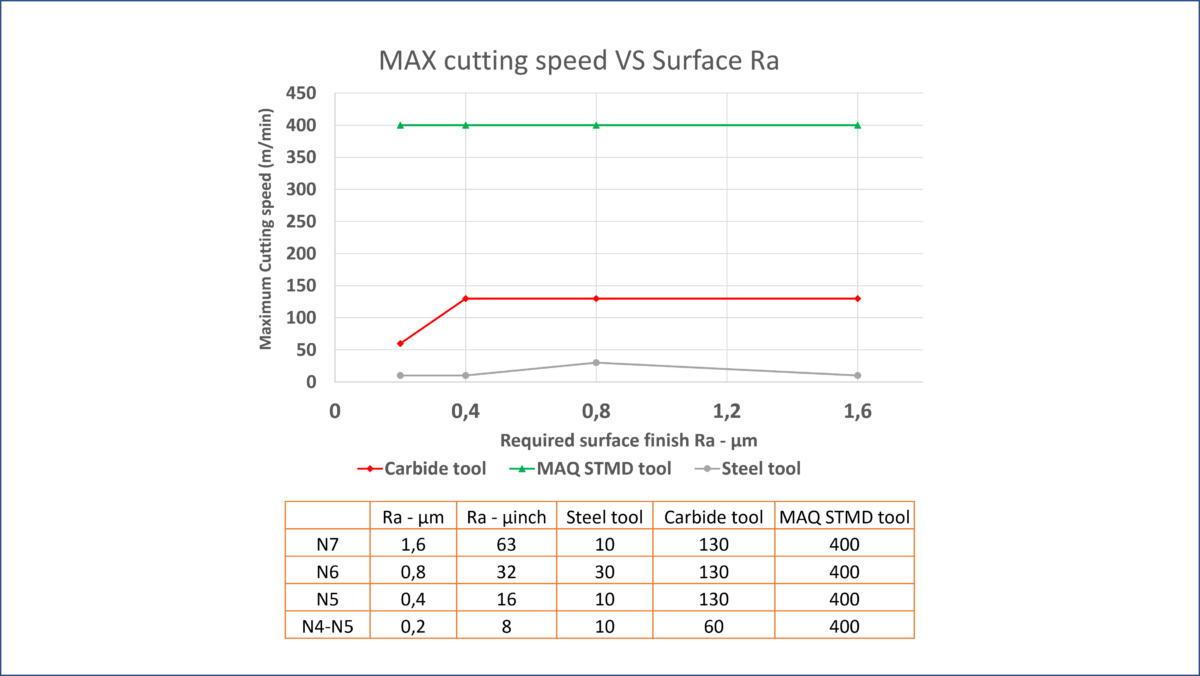
Figur 1 Maximal tillåten skärhastighet jämfört med erforderlig ytfinish, jämförelse mellan STMD M25-205 SDUCR, motsvarande hårdmetallverktyg och stålverktyg, vid 6xD-inställning, skärdjupet ap fastställdes till 0,5 mm, arbetsstyckets material är 34CrNiMo – 4340 stål HRC 28-30, kylvätska användes under testet och skärinsatsen är MAQ DCMT 11T308 FW – P25C.
Hur utmanande är den operation du står inför? Handlar det om en ytjämnhetsgrad (ISO 1302) på N4-N5 (Ra 0,3 µm)? I så fall överträffar MAQ STMD-verktyget karbidverktyget med 600 % högre produktivitet. Om kraven är något lägre kommer MAQ STMD-verktygen att öka din produktivitet med minst 200 %, oavsett dina krav på ytfinish (N4-N7).