
Abmessungen, Toleranzen und Oberflächengüte sind die drei Hauptanforderungen einer Bearbeitungsaufgabe. Das Ziel besteht darin, diese drei Anforderungen so schnell wie möglich zu erfüllen. Die Wiper-Kante wurde mit dem Ziel entwickelt, bei Drehvorgängen eine schleifähnliche Oberflächengüte zu erzielen, indem die gewellten Oberflächen einer gedrehten Fläche entfernt werden. Die spezifische Eigenschaft der Wiper-Kante schränkt ihre Anwendungsmöglichkeiten ein, da sie naturgemäß zu erhöhten Vibrationen bei der Bearbeitung führt. Daher wird häufig darauf hingewiesen, dass die Wiper-Kante nur empfohlen wird, wenn keine Vibrationen auftreten.
Um die Anforderungen zu erfüllen, muss ein Werkstück von einer Drehmaschine zu einer Schleifmaschine transportiert werden, was teuer und zeitaufwendig ist. Auch aus Sicht der „Energieeinsparung“ ist ein Drehvorgang dem Schleifen vorzuziehen, da er einen geringeren spezifischen Energieverbrauch bei der Bearbeitung aufweist. Mit einem Wiper-Edge-Einsatz besteht die Möglichkeit, den Schleifvorgang nach der Bearbeitung zu vermeiden und so Zeit, Geld und Energie zu sparen. MAQ kann Ihnen dabei helfen, indem es mit seiner einzigartigen STMD-Technologie die Vibrationen reduziert.
Um unsere Aussagen zu belegen, haben wir die verschiedenen Werkzeuge in die Drehmaschine eingesetzt und Tests durchgeführt. Die Ergebnisse finden Sie unten. Dies ist ein direkter Vergleich der Bearbeitungsleistung bei einer 6xD-Einstellung mit Wiper-Edge-Einsätzen, dem Standard-Stahlwerkzeug, dem Hartmetallwerkzeug, bb und MAQ STMD-Werkzeugen. Wir können deutlich sehen, dass es fast unmöglich ist, einen Stahlwerkzeughalter für den Test zu verwenden, da er ständig vibriert. Ein Hartmetallwerkzeughalter kann in einigen Fällen funktionieren, wenn wir die Schnittgeschwindigkeit auf 40 % der empfohlenen Geschwindigkeit des Einsatzes reduziert haben. Das Problem bei Stahlwerkzeugen und Hartmetallwerkzeugen ist die Vibration. Wenn wir ein massendämpfendes MAQ STMD-Werkzeug verwenden, können wir alle Vorteile und das Potenzial eines Wiper-Edge-Einsatzes nutzen und sogar den gesamten Bereich der Vorschubgeschwindigkeiten ausschöpfen.
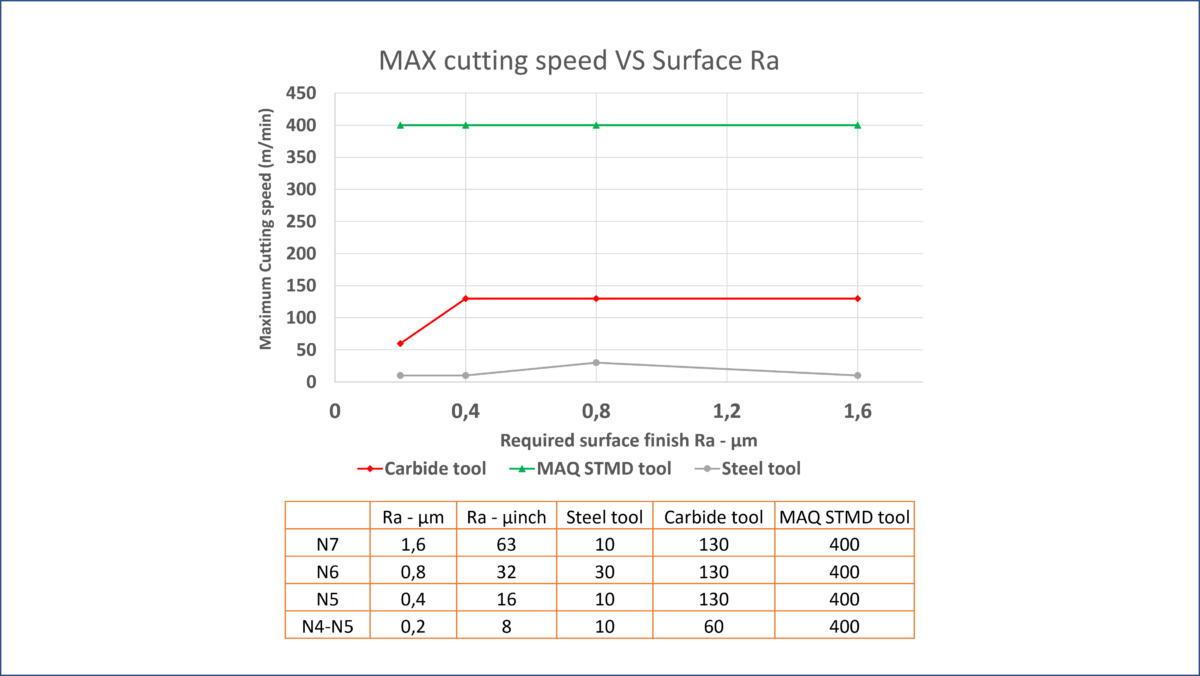
Abbildung 1: Maximal zulässige Schnittgeschwindigkeit im Vergleich zur erforderlichen Oberflächengüte, Vergleich zwischen STMD M25-205 SDUCR, einem gleichwertigen Hartmetallwerkzeug und einem Stahlwerkzeug, bei einer Einstellung von 6xD, einer Schnitttiefe von 0,5 mm und einem Werkstückmaterial aus 34CrNiMo – 4340 Stahl HRC 28-30. Während des Tests wurde Kühlmittel verwendet, und der Schneideinsatz ist MAQ DCMT 11T308 FW – P25C.
Wie anspruchsvoll ist die vor Ihnen liegende Aufgabe? Handelt es sich um eine Oberflächenrauheit (ISO 1302) von N4-N5 (Ra 0,3 µm)? Wenn ja, übertrifft das MAQ STMD-Werkzeug das Hartmetallwerkzeug mit einer um 600 % höheren Produktivität. Bei etwas geringeren Anforderungen steigern die MAQ STMD-Werkzeuge Ihre Produktivität um mindestens 200 %, unabhängig von Ihren Anforderungen an die Oberflächengüte (N4-N7).