
Scanalatura interna con inserti filettati su utensili STMD a 8xD
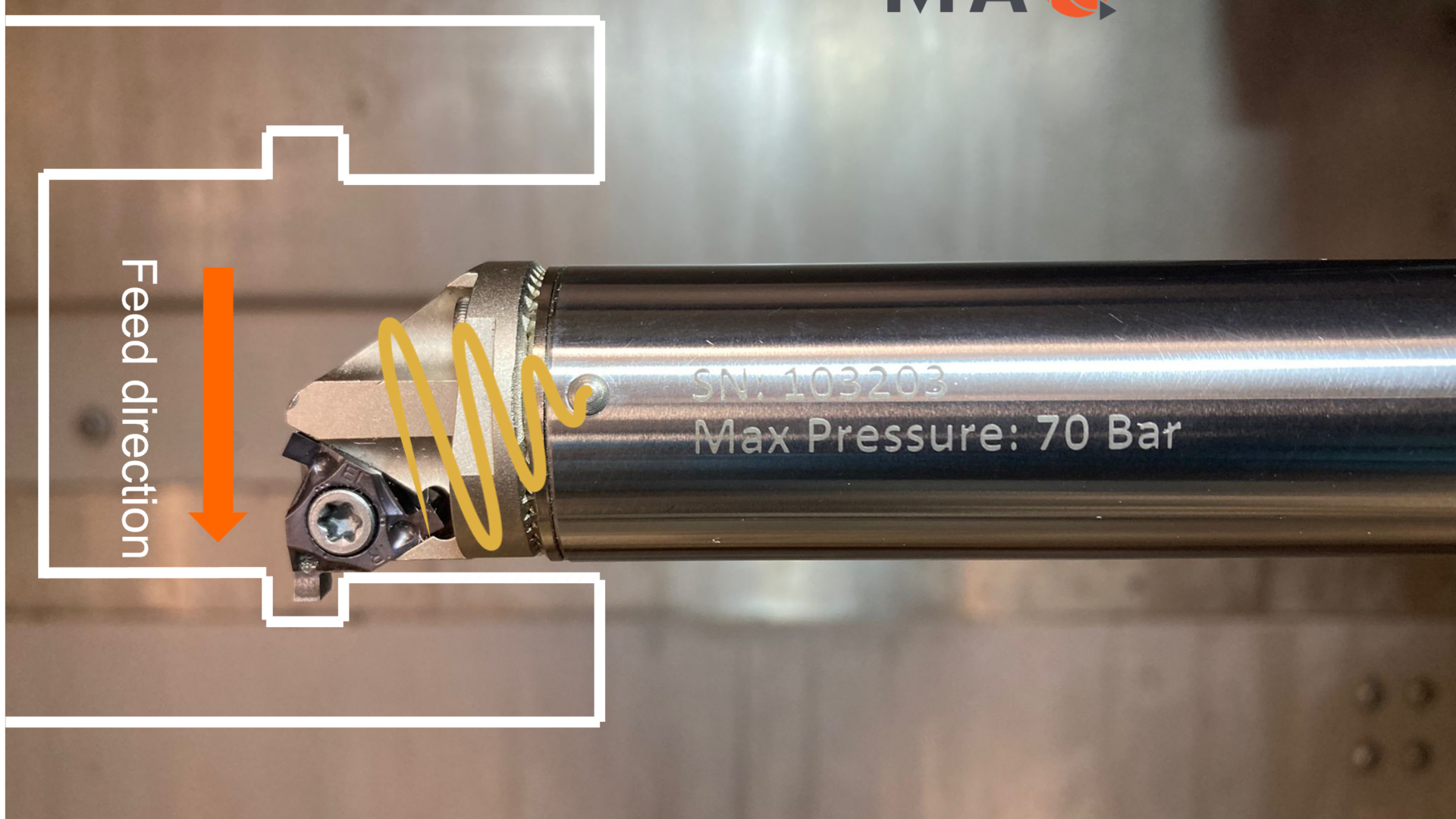
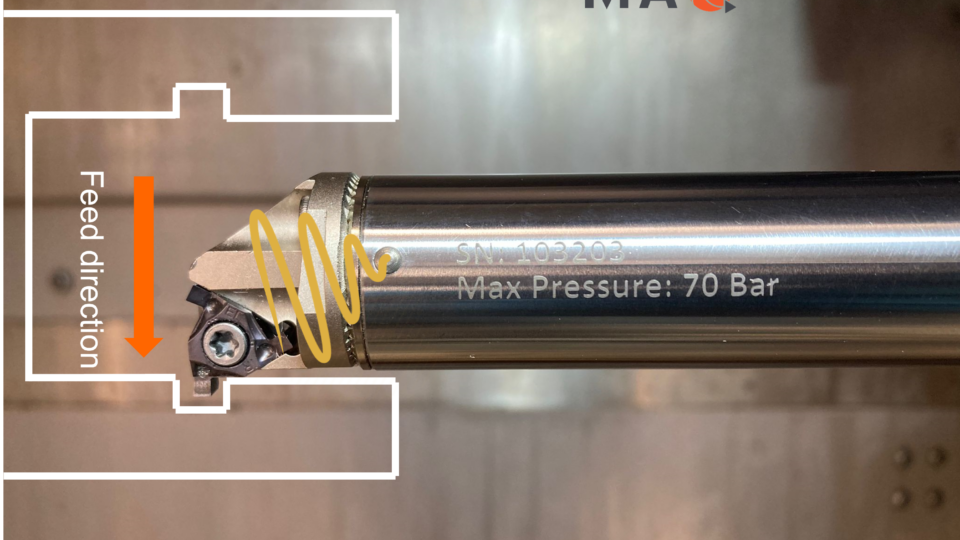
La scanalatura è sempre stata un'operazione di lavorazione complessa, sia per la lavorazione interna che esterna, a causa delle vibrazioni che genera. In particolare per le operazioni di scanalatura interna, la forza di avanzamento è allineata alla direzione radiale dell'utensile, il che provoca vibrazioni significative nel portautensili.
| Tradizionalmente, si consiglia di utilizzare una barra smorzata in acciaio per operazioni di scanalatura superiori a 5xD e una barra smorzata rinforzata in carburo per operazioni 6-7xD. Al di sopra di 7xD, in passato era quasi impossibile eseguire la scanalatura. Grazie a MAQ, ora è possibile eseguire operazioni di scanalatura fino a 8xD!
Utilizzando un prodotto STMD M25-255, ovvero una barra in acciaio standard smorzata con la tecnologia STMD, con una testa di taglio SXFNR 251724 16 e un inserto IR W 2,25, eseguiamo la scanalatura con una lunghezza di sporgenza di 8xD. La lavorazione dell'acciaio legato 4340 HRC 28-30 è stata fluida e silenziosa. Grazie alla tecnologia STMD, con le sue capacità di autoregolazione, l'utensile si adatta a diversi tipi di vibrazioni e MAQ ha nuovamente superato i limiti. Guarda il video qui.https://youtu.be/Kr4PPpImMxw Hai bisogno di realizzare una scanalatura poco profonda per una sede O-ring o anelli di ritegno? La selezione standard di inserti per scanalature trigonali da 16 mm ti consente di realizzare scanalature con una profondità massima di 2,25 mm. La larghezza può essere ampliata mediante un'operazione di tornitura longitudinale. |
| La nostra missione è portare nuove tecnologie nelle officine per rendere il lavoro migliore, più veloce e più facile. In altre parole, "semplificare le macchine"!
Non dimenticate di visitare il nostro sito web:Sito web MAQ |