
Intern spårfräsning med gängade skär på STMD-verktyg vid 8xD
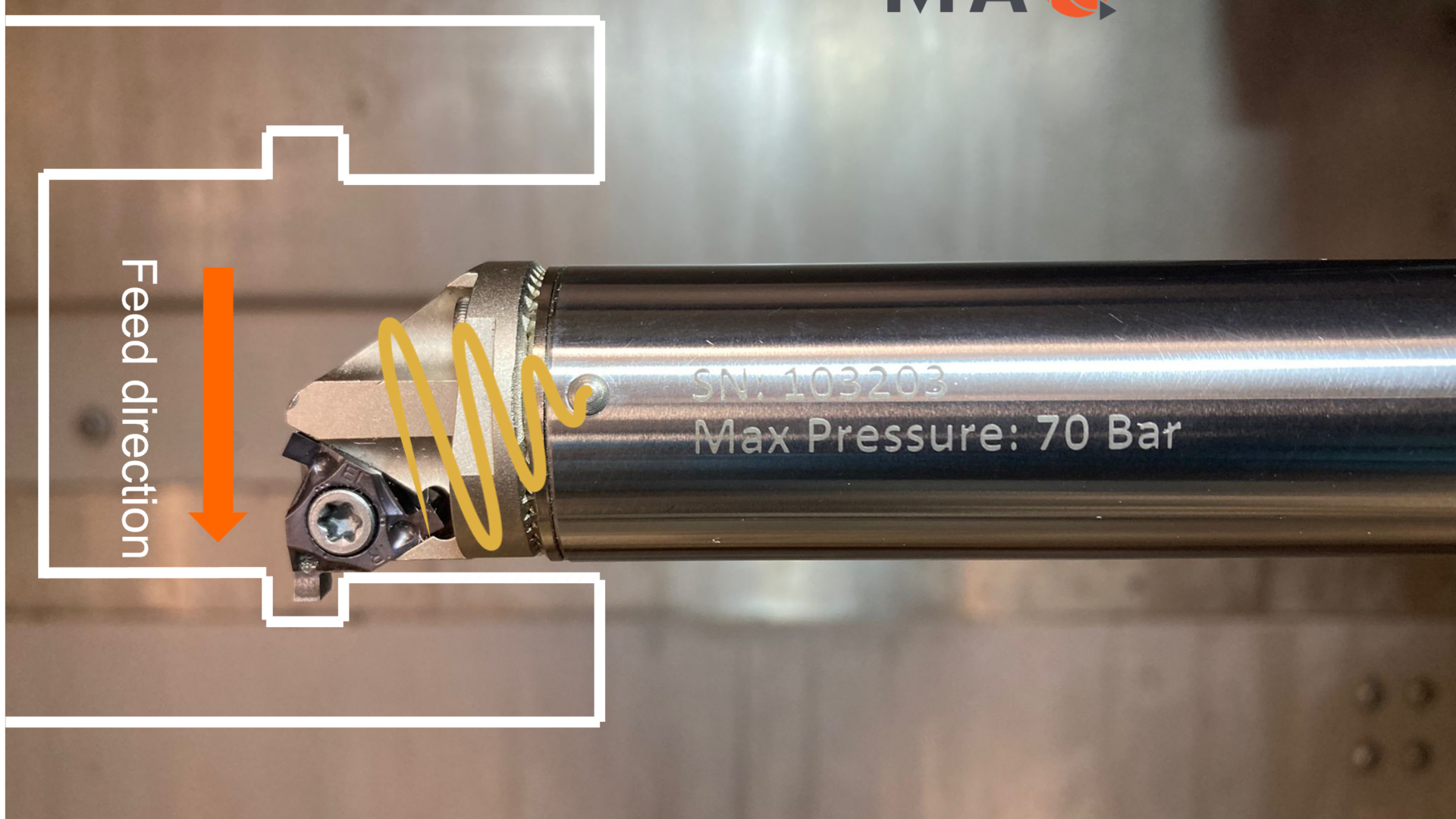
Spårfräsning har alltid varit en utmanande bearbetningsuppgift, både för invändig och utvändig bearbetning, på grund av vibrationerna. Särskilt vid invändig spårfräsning är matningskraften inriktad i verktygets radiella riktning, vilket ger upphov till kraftiga vibrationer i verktygshållaren.
| Traditionellt rekommenderas att man använder en stålförstärkt skärstång för spårfräsning över 5xD och en hårdmetallförstärkt skärstång för spårfräsning mellan 6 och 7xD. Över 7xD har det tidigare varit nästan omöjligt att fräsa spår. Tack vare MAQ är det nu möjligt att fräsa spår upp till 8xD!
Med hjälp av en STMD M25-255-produkt, som är en standardstålstång dämpad med STMD-teknik, med ett SXFNR 251724 16-skärhuvud och 16 IR W 2,25-insatser, utför vi spårfräsning med 8xD överhängslängd. Bearbetningen i legerat stål av 4340 HRC 28-30 gick smidigt och tyst. Tack vare STMD-tekniken, med dess självjusterande funktioner, anpassar sig verktyget till olika typer av vibrationer, och gränserna flyttas återigen av MAQ. Se videon här.https://youtu.be/Kr4PPpImMxw Behöver du göra ett grunt spår för en O-ringssätes eller låsringar? Det standardutbudet av 16 mm trigonala spårskär kan hjälpa dig att göra spår med ett maximalt djup på 2,25 mm. Bredden kan ökas genom en längsgående svarvning. |
| Vår mission är att introducera ny teknik i verkstäderna för att göra arbetet bättre, snabbare och enklare. Med andra ord: ”Simplify Machine”!
Glöm inte att besöka vår webbplats;MAQ:s webbplats |