
Innennuten mit Gewindeeinsätzen auf STMD-Werkzeugen bei 8xD
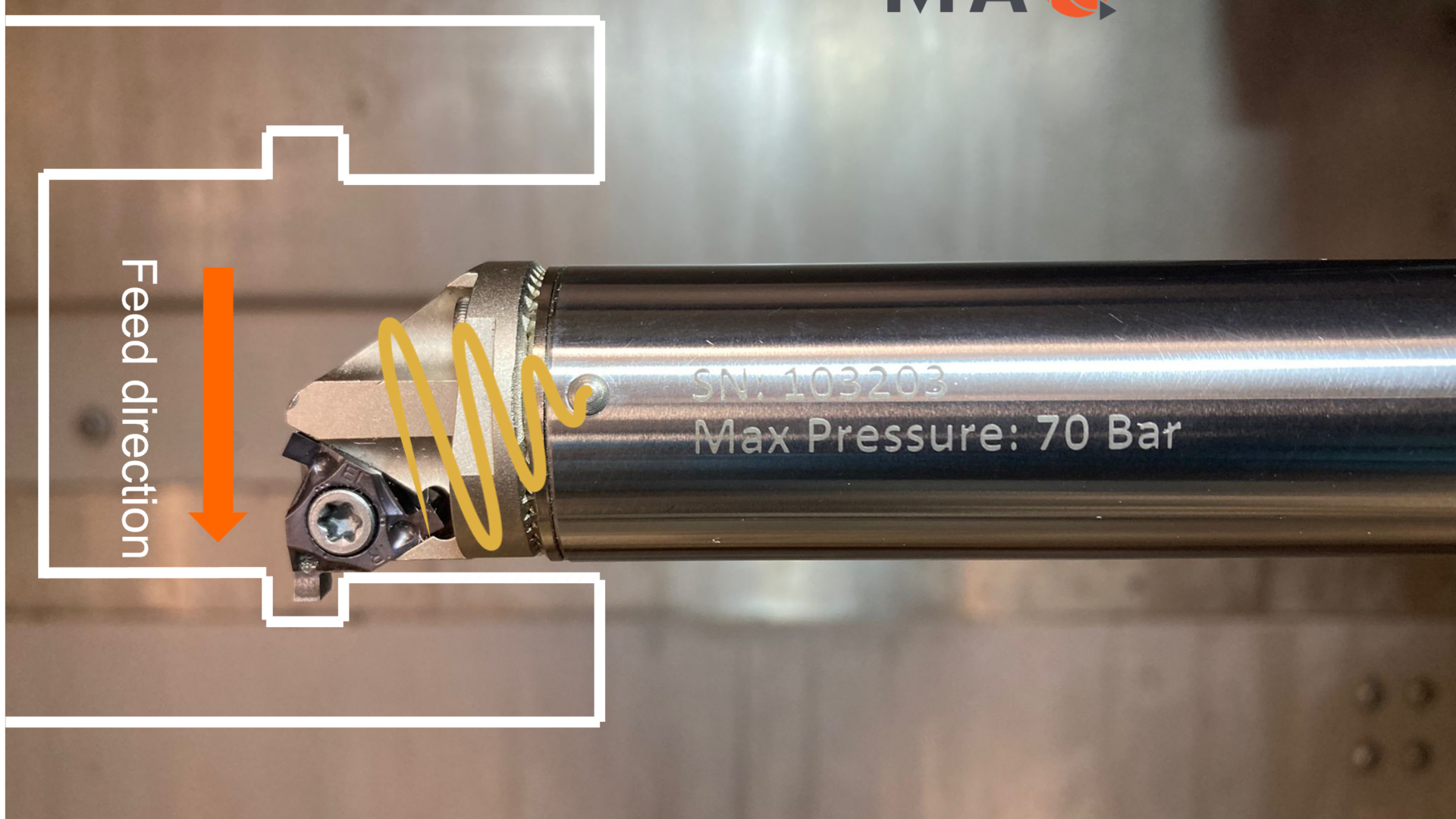
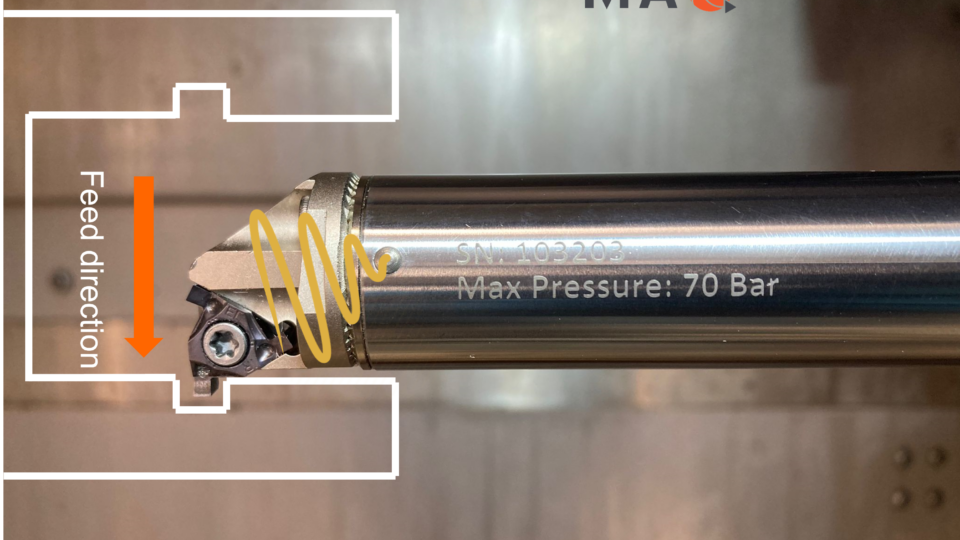
Das Nutenfräsen war aufgrund der dabei auftretenden Schwingungen schon immer eine anspruchsvolle Bearbeitungsaufgabe, sowohl bei der Innen- als auch bei der Außenbearbeitung. Insbesondere beim Innenfräsen wirkt die Vorschubkraft in radialer Richtung auf das Werkzeug, was zu erheblichen Schwingungen im Werkzeughalter führt.
| Traditionell wird empfohlen, für Nutenbearbeitungen über 5xD eine gedämpfte Stahlstange und für Bearbeitungen von 6 bis 7xD eine hartmetallverstärkte gedämpfte Stange zu verwenden. Bei Werten über 7xD war das Nutenfräsen bisher nahezu unmöglich. Dank MAQ sind nun Nutenbearbeitungen bis zu 8xD möglich!
Unter Verwendung eines STMD M25-255, eines mit der STMD-Technologie gedämpften Standard-Stahlstabs, mit einem SXFNR 251724 16-Fräskopf und einer 16 IR W 2,25-Wendeplatte führen wir das Nutenfräsen mit einer Überhanglänge von 8xD durch. Bei der Bearbeitung von legiertem Stahl der Sorte 4340 mit einer Härte von 28–30 HRC verlief der Nutenfräsvorgang reibungslos und geräuscharm. Dank der STMD-Technologie mit ihren Selbstoptimierungsfunktionen passt sich das Werkzeug an verschiedene Schwingungsarten an, und MAQ verschiebt erneut die Grenzen. Sehen Sie sich das Video hier an.https://youtu.be/Kr4PPpImMxw Möchten Sie eine flache Nut für einen O-Ring-Sitz oder Sicherungsringe herstellen? Mit den standardmäßigen 16-mm-Dreikant-Nutenstechern können Sie Nuten mit einer maximalen Tiefe von 2,25 mm herstellen. Die Breite kann durch einen Längsdrehvorgang vergrößert werden. |
| Unsere Mission ist es, neue Technologien in die Werkstätten zu bringen, um die Arbeit besser, schneller und einfacher zu machen. Mit anderen Worten: „Simplify Machine“!
Vergessen Sie nicht, unsere Website zu besuchen:MAQ-Website |