
Innengewinde bei 8xD mit einem 16-mm-Gewindeeinsatz, der ein Gewinde mit 2 mm Steigung erzeugt.
Das Gewindeschneiden von Innengewinden ist in der Regel mit Vibrationen verbunden. Im Allgemeinen sollte die Überhanglänge bei Verwendung eines Hartmetallwerkzeugs 2,5xD nicht überschreiten, während sie bei Verwendung eines vibrationsgedämpften Stahlwerkzeugs zwischen 3 und 5xD liegen kann (Handbuch „Reducera vibrationer i skärande bearbetning“ 1997, COROMANT 1997) (Drehen – Sandvik Coromant 2022). Das gehört nun der Vergangenheit an! Mit einer MAQ STMD-Stange können Sie nun problemlos Gewinde mit 8xD schneiden.
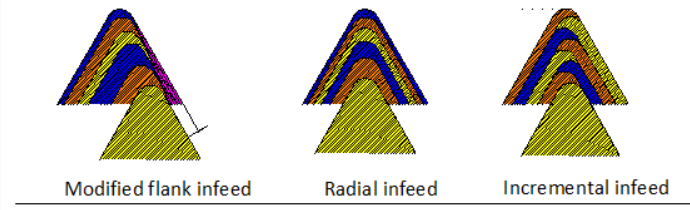
Tatsächlich stellt das Gewindeschneiden eine Herausforderung dar, da die Kraft in radialer Richtung auf den Stab wirkt, was zu stärkeren Schwingungen führen kann. Von den drei gängigen Vorschubmethoden beim Gewindeschneiden – modifizierter Flankenvorschub, Radialvorschub und inkrementeller Vorschub – verursacht der modifizierte Flankenvorschub die geringsten Schwingungen. Je größer die Gewindesteigung ist, desto höher ist die Wahrscheinlichkeit von Schwingungsproblemen, da die Schnitttiefe allmählich zunimmt und die Vorschubtiefe allmählich abnimmt.
MAQ hat über den Tellerrand hinausgeschaut und ein Werkzeug entwickelt, das bei Drehbearbeitungen anderen überlegen ist – und das Gleiche gilt auch für Gewindeschneidvorgänge. Die Maschinenvorführung zeigt, dass Sie beim Gewindeschneiden eine Überhanglänge von 8xD erreichen können, wenn Sie die MAQ STMD-Produktreihe einsetzen. Welche Gewindegröße möchten Sie herstellen? Wir sind überzeugt, dass es eine Lösung gibt, wenn Sie MAQ um Hilfe bitten!
Mit dem kommenden Sortiment an Gewindeschneidköpfen von MAQ können Sie Standard-Wendeschneidplatten in den Größen 16 mm, 22 mm und sogar 27 mm verwenden. Weitere Größen folgen!
Schau dir unser Video an;
Unsere Mission ist es, neue Technologien in die Werkstätten zu bringen, um die Arbeit besser, schneller und einfacher zu machen. Mit anderen Worten: „Simplify Machine“!