
Internal threading at 8xD with 16mm threading insert making 2mm pitch thread.
Internal threading is typically problematic with vibration. In general, if a carbide tool is used, the overhang length should not exceed 2.5xD, whereas if a steel vibration damped tool is used, the tool’s overhang length can be between 3-5xD (Handbook Reducera vibrationer i skärande bearbetning 1997, COROMANT 1997) (Turning – Sandvik coromant 2022). This is now all history! With a MAQ STMD bar, you can now do threading at 8xD without any problems.
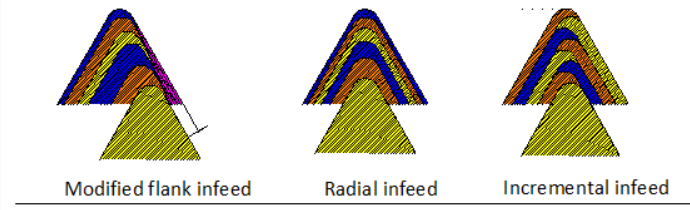
Indeed, internal threading is challenging as the force is directed towards the radial direction of the bar, which is likely to excite more vibration. Out of the three commonly used in-feed methods in threading operation, i.e., modified flank infeed, radial infeed, and incremental infeed, the modified flank feed method causes less vibration. The larger the thread pitch, the higher the possibility of having vibration problems, as the depth of cut is increasing gradually and the feed depth is decreasing gradually.
Thinking out of the box, MAQ has developed a tool that is superior in turning operations compared to others, and the same also happens in threading operations. The machine demonstration shows that you can reach 8xD overhang length in threading if you use the MAQ STMD product series. What thread size are you going to make? We believe there is a solution if you ask MAQ for help!
With the upcoming threading cutter head portfolio from MAQ, you can use standard inserts in sizes of 16mm, 22mm and even 27 mm. More are coming!
Look at our video;
Our mission is to bring new technology to the workshops to make things better, faster, and easier. “Simplify Machine” in other words!