Pourquoi MAQ propose-t-il les « Master Inserts » ?
La raison pour laquelle nous proposons « Master Insert » est que nous voulons «simplifier l'usinage ».
De temps à autre, nos clients nous demandent de leur suggérer un point de départ pour l'utilisation des outils antivibratoires MAQ STMD. Nous devons souvent examiner les plaquettes de coupe dont dispose le client, la marque, le code, le revêtement, le brise-copeaux, etc. avant de pouvoir faire une suggestion. Il nous est parfois difficile de faire une suggestion avec les informations limitées dont nous disposons, et nous devons demander au client de procéder par essais et erreurs.
En particulier pour le tournage, nous savons que le choix de la plaquette a un impact sur la stabilité du processus de coupe. Sans parler de la grande variété de matériaux des pièces à usiner qui nécessitent différents matériaux de plaquettes, les brise-copeaux, les revêtements de surface et la préparation des arêtes de coupe ont un impact important sur le processus d'enlèvement de matière. En général, la conception des arêtes de coupe est optimisée dans des conditions qui ne tiennent pas compte de la rigidité ou des vibrations de la machine-outil, ce qui n'est pas le cas dans une configuration à long porte-à-faux.
Lorsque MAQ a sélectionné ses« plaquettes Master », nous souhaitions couvrir une large gamme de matériaux de pièces. Il s'agit d'un point de départ pour nos clients, et nous pouvons toujours nous référer à la plaquette Master lorsque nous effectuons des comparaisons d'usinage. Avec la plaquette Master, nous avons également développé des tableaux de performances des produits, auxquels les clients peuvent se référer lorsqu'ils commencent à utiliser nos outils. Ceux-ci fournissent des conseils dès le début.
Nous voulons« simplifier l'usinage »pour nos clients lorsqu'ils utilisent nos produits.
Qu'est-ce qui caractérise la sélection des « Master Inserts » de MAQ ?
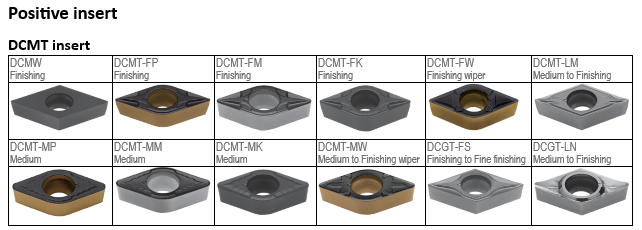
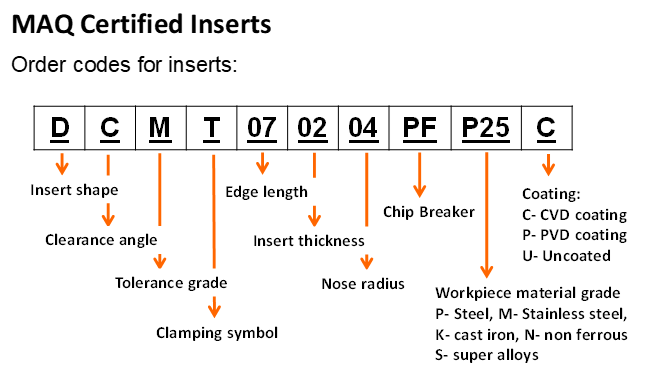
Nous avons sélectionné la combinaison qui couvre la plus large gamme possible de matériaux de pièces à usiner pour le matériau de l'outil (nuance de carbure de tungstène), le brise-copeaux et le revêtement de surface. Les plaquettes sélectionnées peuvent être utilisées pour l'acier au carbone, l'acier inoxydable, la fonte, les matériaux non ferreux, les superalliages et même les alliages résistants à la chaleur.
En ce qui concerne le rayon de pointe, nous avons constaté deux extrêmes : certains clients utilisent un rayon de pointe important pour obtenir une meilleure résistance à la rupture des arêtes de coupe, tandis que d'autres utilisent un rayon de pointe faible (par exemple 0,05 mm) pour réduire les vibrations. Un grand rayon de pointe a tendance à générer davantage de vibrations et à nuire à la répétabilité dimensionnelle de la pièce usinée. Un petit rayon de pointe inférieur à 0,1 mm nécessite une vitesse de rotation nettement plus lente, ce qui accélère l'usure prématurée de la surface du flanc après seulement quelques pièces. Là encore, l'usure prématurée de la surface du flanc nuit à la précision géométrique d'une pièce usinée.
Notre plaquette Master a un rayon de pointe de 0,4 mm, ce qui est idéal pour les opérations de finition et permet également d'effectuer un usinage moyen. Nous constatons souvent que nos outils permettent d'exploiter toute la gamme des paramètres d'usinage recommandés (avance, vitesse, profondeur de coupe) de la plaquette Master. La vitesse d'avance n'est ni trop élevée, ce qui affecterait la précision des composants de la machine, ni trop faible, ce qui nécessiterait des changements fréquents de plaquettes au cours d'un cycle de production. La qualité de surface est également bonne et peut souvent atteindre Ra 0,8 µm à des fins d'étanchéité.
Bien sûr, la géométrie ISO de l'insert est définie par la tête de coupe et dépend du type d'usinage effectué : profilage, alésage de précision ou tournage général.
Quelles sont les performances des inserts MAQ en termes de durée de vie des outils ?
Lorsque nous sélectionnons l'insert maître, nous avons testé l'insert pour déterminer son matériau optimisé, souvent sur de l'acier pré-trempé. La norme d'essai est souvent liée à la durée de vie de l'outil, et nous examinons l'usure de l'outil en termes d'usure des flancs, d'écaillage des arêtes, d'usure de la face de coupe (usure par adhérence ou par frottement) et de stabilité des arêtes (maintien de la forme d'origine). Nous comparons avec les principaux fournisseurs concurrents sur le marché et mesurons l'usure de l'outil à intervalles réguliers dans des conditions de coupe continue. La « plaquette maître » n'est approuvée que lorsqu'elle offre des performances identiques ou supérieures à celles du principal concurrent.
Comment MAQ envisage-t-il l'avenir des plaquettes de coupe ?
Notre slogan est « Simplifier l'usinage », mais nous comprenons également la complexité de l'usinage.
Nous constatons sur le marché que, d'une part, les ingénieurs déploient des efforts considérables pour optimiser la conception de pointe d'une application d'usinage particulière et, d'autre part, les utilisateurs finaux se plongent dans le choix complexe d'inserts qui soulève de nombreuses questions.
Nous constatons également que bon nombre de nos clients changent fréquemment de poste dans leur production et qu'ils préfèrent généralement utiliser le même tranchant s'il n'est pas cassé ou usé.
MAQ cherchera certainement des solutions plus universelles afin de faciliter le travail des machinistes dans les applications de tournage, de fraisage ou de perçage.