Warum bietet MAQ die „Master Inserts“ an?
Der Grund, warum wir „Master Insert“ anbieten, ist, dass wir„die Bearbeitung vereinfachen“ möchten.
Von Zeit zu Zeit werden wir von Kunden gebeten, einen Ausgangspunkt für die Verwendung der vibrationsgedämpften Werkzeuge von MAQ STMD vorzuschlagen. Oft müssen wir zunächst die beim Kunden verfügbaren Schneideinsätze, die Marke, den Code, die Beschichtung, den Spanbrecher usw. überprüfen, bevor wir einen Vorschlag unterbreiten können. Manchmal ist es für uns schwierig, mit den begrenzten Informationen, die uns zur Verfügung stehen, einen Vorschlag zu machen, und wir müssen den Kunden bitten, Versuche durchzuführen.
Insbesondere beim Drehen wissen wir, dass die Auswahl der Wendeschneidplatte einen Einfluss auf die Stabilität des Schneidprozesses hat. Ganz zu schweigen von der großen Vielfalt an Werkstückmaterialien, die unterschiedliche Wendeschneidplattenmaterialien erfordern. Spanbrecher, Oberflächenbeschichtung und Schneidenvorbereitung haben einen starken Einfluss auf den Materialabtrag. In der Regel wird das Schneidendesign unter Bedingungen optimiert, ohne die Steifigkeit oder Vibrationen der Werkzeugmaschine zu berücksichtigen, was bei einer langen Auskragung nicht der Fall ist.
Als MAQ seine„Master-Wendeschneidplatten” auswählte, wollten wir ein breites Spektrum an Werkstückmaterialien abdecken. Sie sind ein Ausgangspunkt für unsere Kunden, und wir können uns bei Vergleichen der Bearbeitungsergebnisse immer auf die Master-Wendeschneidplatte beziehen. Mit der Master-Wendeschneidplatte haben wir auch Produktleistungstabellen entwickelt, auf die sich Kunden bei der ersten Verwendung unserer Werkzeuge beziehen können. Sie bieten von Anfang an eine Orientierungshilfe.
Wir möchten unseren Kundendie „Bearbeitung vereinfachen“, wenn sie unsere Produkte verwenden.
Was zeichnet die Auswahl der „Master Inserts“ von MAQ aus?
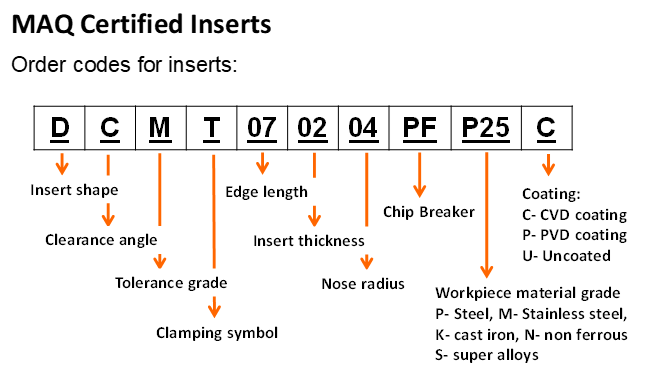
Wir haben die Kombination ausgewählt, die den größtmöglichen Werkstückmaterialbereich für den Werkzeugwerkstoff (Hartmetallqualität), den Spanbrecher und die Oberflächenbeschichtung abdeckt. Die ausgewählten Einsätze können für Kohlenstoffstahl, Edelstahl, Gusseisen, Nichteisenwerkstoffe, Superlegierungen und sogar hitzebeständige Legierungen verwendet werden.
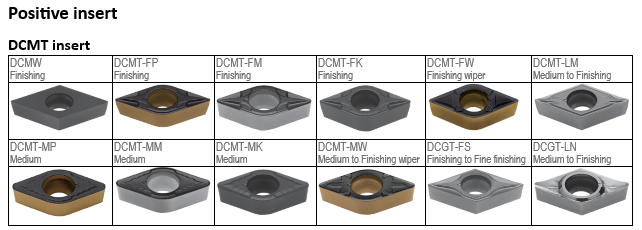
Beim Nasenradius haben wir zwei Extreme beobachtet: Einige Kunden verwenden einen großen Nasenradius, um eine bessere Bruchfestigkeit der Schneidkante zu erzielen, während andere einen kleinen Nasenradius (z. B. 0,05 mm) verwenden, um Vibrationen zu reduzieren. Ein großer Nasenradius neigt dazu, mehr Vibrationen zu erzeugen und die Maßhaltigkeit des bearbeiteten Bauteils zu beeinträchtigen. Ein kleiner Nasenradius unter 0,1 mm erfordert eine wesentlich langsamere Federung, was bereits nach wenigen Werkstücken zu einem vorzeitigen Verschleiß der Flankenoberfläche führt. Auch hier beeinträchtigt der vorzeitige Verschleiß der Flankenoberfläche die geometrische Genauigkeit eines bearbeiteten Bauteils.
Unser Master-Einsatz hat einen Nasenradius von 0,4 mm, der sich gut für Schlichtbearbeitungen eignet und auch für mittlere Bearbeitungen verwendet werden kann. Wir stellen häufig fest, dass unsere Werkzeuge den gesamten Bereich der empfohlenen Bearbeitungsparameter (Vorschub, Drehzahl, Schnitttiefe) des Master-Einsatzes ausschöpfen können. Der Vorschub ist weder zu hoch, was die Genauigkeit der Maschinenkomponente beeinträchtigen würde, noch zu niedrig, was einen häufigen Werkzeugwechsel während eines Produktionszyklus erforderlich machen würde. Die Oberflächenqualität ist ebenfalls gut und erreicht für Dichtungszwecke häufig einen Wert von Ra 0,8 µm.
Natürlich wird die ISO-Geometrie des Einsatzes durch den Fräskopf definiert und hängt davon ab, ob wir Profilfräsen, Feinbohren oder allgemeines Drehen durchführen.
Wie verhalten sich die MAQ-Einsätze hinsichtlich der Standzeit?
Bei der Auswahl des Master-Einsatzes haben wir den Einsatz auf sein optimiertes Material getestet, häufig auf vorgehärtetem Stahl. Der Teststandard bezieht sich häufig auf die Standzeit des Werkzeugs, und wir betrachten den Werkzeugverschleiß in Bezug auf Flankenverschleiß, Kantenausbrüche, Spanflächenverschleiß (Adhäsionsverschleiß oder Reibungsverschleiß) und Kantenstabilität (Beibehaltung der ursprünglichen Form). Wir vergleichen mit den führenden Wettbewerbern auf dem Markt und messen den Werkzeugverschleiß in Zeitintervallen unter kontinuierlichen Schnittbedingungen. Der „Master-Einsatz“ wird nur zugelassen, wenn er die gleiche oder eine bessere Leistung als der führende Wettbewerber aufweist.
Wie sieht MAQ die Zukunft der Schneideinsatz?
Unser Slogan lautet „Simplify Machining“(Bearbeitung vereinfachen), und wir sind uns auch der Komplexität der Bearbeitung bewusst.
Wir beobachten auf dem Markt, dass einerseits Ingenieure umfangreiche Anstrengungen unternehmen, um das innovative Design für eine bestimmte Bearbeitungsanwendung zu optimieren, und andererseits Endverbraucher sich mit der komplexen Auswahl an Einsätzen auseinandersetzen müssen, die viele Fragezeichen aufwirft.
Wir stellen außerdem fest, dass viele unserer Kunden häufig die Werkzeuge in ihrer Produktion wechseln und in der Regel lieber dasselbe Schneidwerkzeug verwenden, sofern es nicht gebrochen oder abgenutzt ist.
MAQ wird auf jeden Fall nach universelleren Lösungen suchen, um es einem Maschinisten zu erleichtern, Dreh-, Fräs- oder Bohrarbeiten durchzuführen.