Why does MAQ offer the “Master Inserts”?
The reason we offer “Master Insert” is that we want to “Simplify Machining”.
From time to time by customers, we are asked to suggest a starting point when using the MAQ STMD vibration damped tools. We often must review the cutting insert available at the customer, the brand, the code, the coating, the chip breaker and etc, before we can suggest anything. Sometimes, it is difficult for us to suggest anything with limited information at hand, and must ask the customer to make trial and error.
Particularly for turning, we know that the selection of insert has an impact on the cutting process stability. Not to mention the large variety of workpiece material that needs different insert materials, chip breaker, surface coating, and cutting-edge preparation strongly impact the material removal process. Typically, the cutting-edge design is optimized under conditions without considering machine tool stiffness or vibrations, which is not the case in a long overhang setup.
When MAQ selected its “Master Inserts” we wanted to cover a wide range of workpiece materials. It is a starting point for our customers, and we can always refer to the Master insert when making machining comparisons. With the master insert, we have also developed the product performance tables, and a customer can refer to the table when starting to use our tools. It provides guidance from the start.
We want to “Simplify Machining” to our customers when using our products.
What makes the selection of the “Master Inserts” from MAQ?
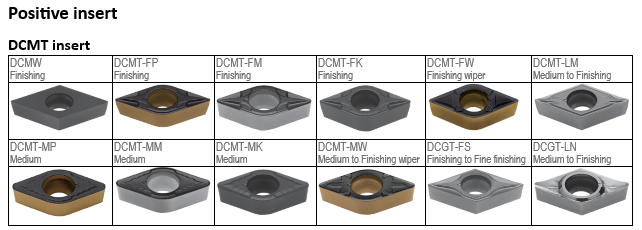
We have selected the combination that covers the widest possible workpiece material range for the tool material (tungsten carbide grade), chip breaker, and surface coating. The selected inserts can be used for carbon steel, stainless steel, cast iron, non-ferrous material, supper alloy, and even heat-resistant alloys.
On the nose radius, we had seen two extremes, while some customers use big nose radius to have better cutting-edge fracture resistance, whereas others use small nose radius (such as 0.05 mm) to reduce vibrations. A big nose radius tends to excite more vibrations and impair the dimensional repeatability of the machined component. A small nose radius below 0.1 mm requires a substantially slower federate, which will pre-mature the flank surface wear with only a few workpieces. Again, the pre-matured flank surface wear will impair the geometric accuracy of a machined component.
Our Master insert has a nose radius of 0.4 mm which is good for finishing operations and can also make medium machining. We often see that our tools can explore the full range of the recommended machining parameters (feed, speed, depth of cut) of the master insert. The feed rate is not too high that affects the machine component accuracy, nor too low that the insert needs frequent tool change for a production cycle. The surface quality is also good and can often reach Ra 0.8 µm for sealing purposes.
Of course, the ISO geometry of the insert is defined by the cutter head and depends on if we are making profiling, fine-boring, or general turning.
How do the MAQ inserts perform in tool life?
When we select the master insert, we have tested the insert for its optimized material, often on pre-hardened steel. The testing standard often relates to the tool life, and we look at the tool wear in terms of flank wear, edge chipping, rake face wear (adhesive wear or friction wear), and edge stability (maintain original shape). We compare with the leading competition suppliers on the market and measure the tool wear in time intervals of continuous cutting conditions. The “Master Insert” is only approved when it has the same or better performance compared to the leading competitor.
What does MAQ see as the future of the cutting insert?
Our slogan is to “Simplify Machining”, and we do also understand the complexity of machining.
We see on the market that, on one hand, engineers are making extensive efforts to optimize the cutting-edge design for a particular machining application, and on the other hand, end-users are diving into the complex selection of inserts full of question marks.
We also see that many of our customers have frequent changes of jobs in their production, and they normally prefer to use the same edge if it is not broken or worn out.
MAQ will definitely seek more universal solutions to make it easy for a machinist, to do turning, milling, or hole making applications.