Varför erbjuder MAQ ”Master Inserts”?
Anledningen till att vi erbjuder ”Master Insert” är att vi vill”förenkla bearbetningen”.
Ibland får vi frågor från kunder om vilka verktyg de bör börja med när de använder MAQ STMD:s vibrationsdämpande verktyg. Innan vi kan ge några rekommendationer måste vi ofta granska de skärinsatser som kunden har tillgång till, varumärke, kod, beläggning, spånbrytare osv. Ibland är det svårt för oss att ge några rekommendationer med den begränsade information vi har tillgång till, och vi måste be kunden att prova sig fram.
Särskilt vid svarvning vet vi att valet av skär har en inverkan på skärprocessens stabilitet. För att inte tala om det stora utbudet av arbetsstycksmaterial som kräver olika skärmaterial, spånbrytare, ytbeläggning och skärkantförberedelse som har en stark inverkan på materialavverkningsprocessen. Vanligtvis optimeras skärkantens utformning under förhållanden utan hänsyn till verktygsmaskinens styvhet eller vibrationer, vilket inte är fallet vid en lång överhängskonfiguration.
När MAQ valde sina”Master Inserts” ville vi täcka ett brett spektrum av arbetsstyckesmaterial. Det är en utgångspunkt för våra kunder, och vi kan alltid hänvisa till Master Insert när vi gör bearbetningsjämförelser. Med Master Insert har vi också utvecklat produktprestandatabeller, och kunderna kan hänvisa till tabellen när de börjar använda våra verktyg. Den ger vägledning från början.
Vi vill"förenkla bearbetningen"för våra kunder när de använder våra produkter.
Vad utmärker urvalet av ”Master Inserts” från MAQ?
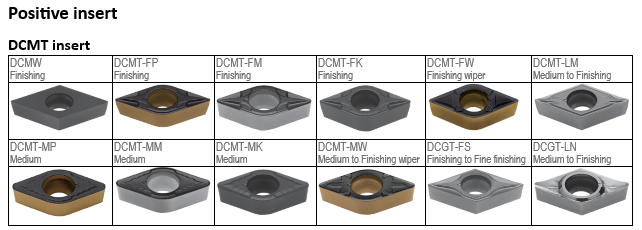
Vi har valt den kombination som täcker ett så brett spektrum av arbetsstyckesmaterial som möjligt för verktygsmaterialet (volframkarbidkvalitet), spånbrytare och ytbeläggning. De valda skärplattorna kan användas för kolstål, rostfritt stål, gjutjärn, icke-järnhaltiga material, superlegeringar och till och med värmebeständiga legeringar.
När det gäller nosradien har vi sett två ytterligheter: vissa kunder använder en stor nosradie för att få bättre skärmotstånd, medan andra använder en liten nosradie (t.ex. 0,05 mm) för att minska vibrationerna. En stor nosradie tenderar att orsaka mer vibrationer och försämra den bearbetade komponentens dimensionella repeterbarhet. En liten nosradie under 0,1 mm kräver en betydligt långsammare hastighet, vilket kommer att leda till för tidigt slitage på flankytan efter endast några få arbetsstycken. Återigen kommer det för tidiga slitaget på flankytan att försämra den bearbetade komponentens geometriska noggrannhet.
Vår Master-insats har en nosradie på 0,4 mm, vilket är bra för finbearbetning och även för medelhård bearbetning. Vi ser ofta att våra verktyg kan utnyttja hela intervallet av rekommenderade bearbetningsparametrar (matning, hastighet, skärdjup) för master-skärplattan. Matningshastigheten är varken för hög, vilket påverkar maskinens komponentnoggrannhet, eller för låg, vilket innebär att skärplattan behöver bytas ofta under en produktionscykel. Ytkvaliteten är också god och kan ofta nå Ra 0,8 µm för tätningsändamål.
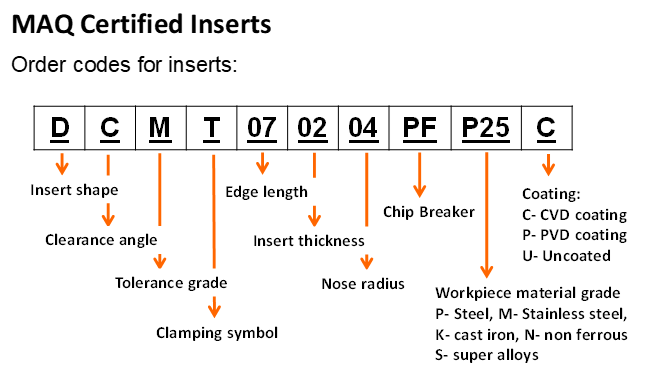
Naturligtvis definieras insatsens ISO-geometri av skärhuvudet och beror på om vi utför profilering, finborrning eller allmän svarvning.
Hur fungerar MAQ-insatserna när det gäller verktygets livslängd?
När vi väljer masterinsatsen har vi testat insatsen för dess optimerade material, ofta på förhärdat stål. Teststandarden avser ofta verktygets livslängd, och vi tittar på verktygsslitaget i termer av flankslitage, kantflisning, slitage på skärytan (adhesivt slitage eller friktionsslitage) och kantstabilitet (bibehållande av ursprunglig form). Vi jämför med de ledande konkurrenterna på marknaden och mäter verktygsslitaget i tidsintervall under kontinuerliga skärförhållanden. ”Master Insert” godkänns endast när det har samma eller bättre prestanda jämfört med den ledande konkurrenten.
Hur ser MAQ på framtiden för skärinsatsen?
Vår slogan är att ”förenkla bearbetning”, och vi förstår också komplexiteten i bearbetning.
Vi ser på marknaden att å ena sidan ingenjörer gör omfattande ansträngningar för att optimera den senaste designen för en viss bearbetningsapplikation, och å andra sidan dyker slutanvändarna in i det komplexa urvalet av skär som är fullt av frågetecken.
Vi ser också att många av våra kunder ofta byter jobb inom sin produktion, och de föredrar normalt att använda samma kant om den inte är trasig eller sliten.
MAQ kommer definitivt att söka efter mer universella lösningar för att göra det enkelt för en maskinist att utföra svarvning, fräsning eller hålborrning.