

Vibration is one of the most persistent challenges in metalworking. It compromises surface finish, accelerates tool wear, and hurts overall productivity. In turning, this issue often forces operators to back off on cutting parameters that would otherwise be completely achievable.
Understanding the core physics behind turning is essential for modern machine shops looking to maintain high efficiency. When dealing with deep internal profiles, turning frequently becomes a costly operational bottleneck.
If you have ever had to reduce your depth of cut just to get a stable cut, you have already let chatter dictate your machining process.
What Causes Boring Bar Vibration?
Chatter is a form of regenerative vibration. During a cut, the tool deflects slightly under cutting forces, leaving a wave pattern on the workpiece surface. In standard turning, the tool cuts that wavy surface on the subsequent pass, which generates a varying chip thickness. This variation creates varying cutting forces, which amplifies the tool deflection even further until the system feeds back on itself and the vibration becomes self-sustaining.
This problem is especially acute in internal turning and boring operations, where tools are clamped at one end and extend unsupported into a bore. This is where the physics work against stability during L/D ratio machining:
- 4:1 L/D Ratio: This length-to-diameter ratio is typically where chatter becomes a serious operational issue. For internal turning at an overhang of 4:1 and above, effective vibration damping is the difference between a process that works and one that doesn’t.
- 6:1 L/D Ratio or Beyond: At this extreme, tool vibration is often the limiting factor on whether a part is machinable at all.
- Long Overhangs: The longer the overhang relative to the tool diameter, the lower the natural frequency of the tool. Consequently, the risks associated with long overhang turning increase dramatically as the cutting process easily excites that natural frequency.
The Limitations of Conventional Tool Holders
The traditional response to boring bar vibration involves manually adjusting cutting parameters – such as reducing cutting speed, lowering the depth of cut, or changing the feed rate. However, when managing turning through parameter adjustments, you often just move the problem to a new unstable frequency.
Other standard dampening approaches come with distinct limitations:
- Rigid Holders: Standard rigid tool holders transmit vibration directly and lack any mechanism for absorbing energy from the cutting process. Adding clamping force or switching to a stiffer holder material does very little once the ratio pushes past 4:1.
- External Dampening: Attempts to use rubber mounts or auxiliary masses are costly, rarely tuned to the specific frequency of the tool, and deliver inconsistent, unpredictable effectiveness.
- Traditional Tuned Mass Dampers: While common, traditional mass dampers must match their natural frequency to the tool’s exact vibration frequency. Because frequencies change based on tool dimensions, material, and operating conditions, they require frequent, high-maintenance manual tuning. This creates unnecessary downtime, highlighting why conventional dampers struggle to stop boring bar vibration reliably.
Eliminating Vibration at the Source with STMD™
To overcome the limitations of manual tuning in turning, MAQ developed Self-Tuning Mass Damper (STMD™) technology, which automatically adapts to vibration changes without manual recalibration. An STMD adjusts automatically to the resonant frequency of the specific tool configuration in use, providing an ideal remedy for turning by accounting for variations in overhang length, clamping conditions, and the workpiece materials.
Here is how this plug-and-play internal damping mechanism operates within turning applications:
A secondary mass inside the tool is set to resonate at the same frequency as the tool’s natural frequency. When the tool begins to vibrate, the internal mass moves out of phase with it, transferring energy away from the tool body and dissipating it as heat through a viscoelastic interface.
What makes STMD™ technology a game-changer for turning over fixed-frequency dampers includes:
- Dynamic Stiffness Adjustment: STMDs use materials that automatically adjust their stiffness based on the vibration frequency.
- Automated Control: When the vibration frequency is high, the stiffness of the damper increases, and vice versa – ensuring optimal control during turning without manual adjustments.
- Advanced Polymers: STMDs built around nanostructured polymer technology precisely control stiffness and damping coefficients across a specific frequency range, enabling a reliable response at high cutting speeds.
- Broad L/D Ratio Coverage: While other brands set a tight usable range, MAQ excels at high L/D ratio machining. STMD-equipped tools cover a wide frequency range without compromising performance.
- Massive Amplitude Reduction: In testing against dominant solutions using viscous oil, STMD tools further reduce vibration amplitude by 20% in their sweet spot and up to 50% outside of it.
What This Enables in Your CNC Machine
Eliminating chatter does more than deliver a smoother cut – it completely redefines what cutting parameters are possible during long overhang turning. By adopting this forward-thinking approach to vibration control, you can expand the boundaries of traditional turning and realize substantial improvements in machining productivity:
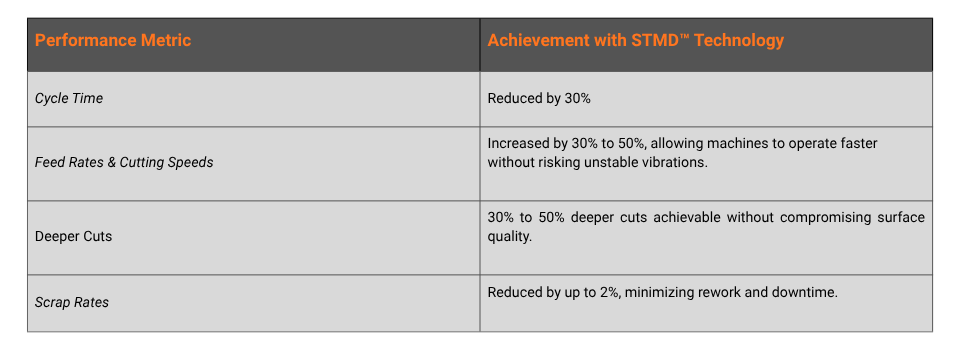
Additionally, surface finish improves as a direct consequence of the turning forces being dampened, making tight Ra tolerances routine in deep bores or long internal features. Stabilizing the cut also extends the life of cutting tools by reducing aggressive mechanical wear rates on the cutting edges.
Best Practices and High-Impact Applications
While short overhangs below a 3:1 ratio usually only require a standard rigid holder, adaptive control over turning pays off clearly in specific conditions:
- Internal Turning at Long Overhang: Deep bores force the use of long, slender tools where physics work against stability.
- Difficult Materials: Titanium, hardened steels, and materials that generate high cutting forces put more vibrational load on the tool.
- Thin-Walled Components: Flexible workpieces contribute to the vibrational system, and damped tooling reduces the energy introduced into the cut.
- High-Speed Roughing: Enables chatter-free machining at high speeds to push material removal rates.
Upgrade Your Long-Reach Operations
By automating mass damping, MAQ’s vibration-damped tools maximize energy transfer efficiency between the mass damper and the tool body without any user intervention. This allows manufacturers to boost productivity by 30% to 50% in the exact same machine setup.
If you are ready to eliminate turning challenges and maximize efficiency at high L/D ratios, explore the advanced range of MAQ boring bars to optimize your L/D ratio machining.