
Dimension, tolerance, and surface finish are the three main requirements of a machining job. The goal is to satisfy these three requirements as fast as possible. Wiper edge was invented with the purpose of achieving grinding surface finish in a turning operation by removing the scalloped tops of a turned surface. The specific Wiper edge feature is limiting its applications because it naturally increases vibrations in machining. Therefore, we often see a disclaim that WIPER edge is only recommended when there are no vibrations.
Forced to move a workpiece from a turning machine to a grinding machine to meet the requirements, grinding is expensive and time-consuming. Also, from an “energy saving” perspective, a turning operation is preferred over grinding, with its lower specific energy in machining. With a Wiper edge insert, the potential is to remove grinding post-operation and save time, money, and energy. MAQ can help you to achieve that, by taking care of the vibration with its unique STMD technology.
To prove what we are saying we put the different tools in the turning machine and ran the tests and below you have the results. This is a direct comparison of machining performance at 6xD setup with Wiper edge inserts, of the standard Steel tool, the Carbide tool,bb and MAQ STMD tools. We can clearly see that it is nearly impossible to use a Steel tool holder for the test, as it vibrates constantly. A Carbide tool holder can work in some cases if we have reduced the cutting speed to 40% of the recommended speed of the insert. The problem for the Steel tool, and the Carbide tool, is the vibration. When we use a Mass-damped MAQ STMD tool we can utilize all the advantages and potential coming with a Wiper edge insert and even using the full range of feed rates.
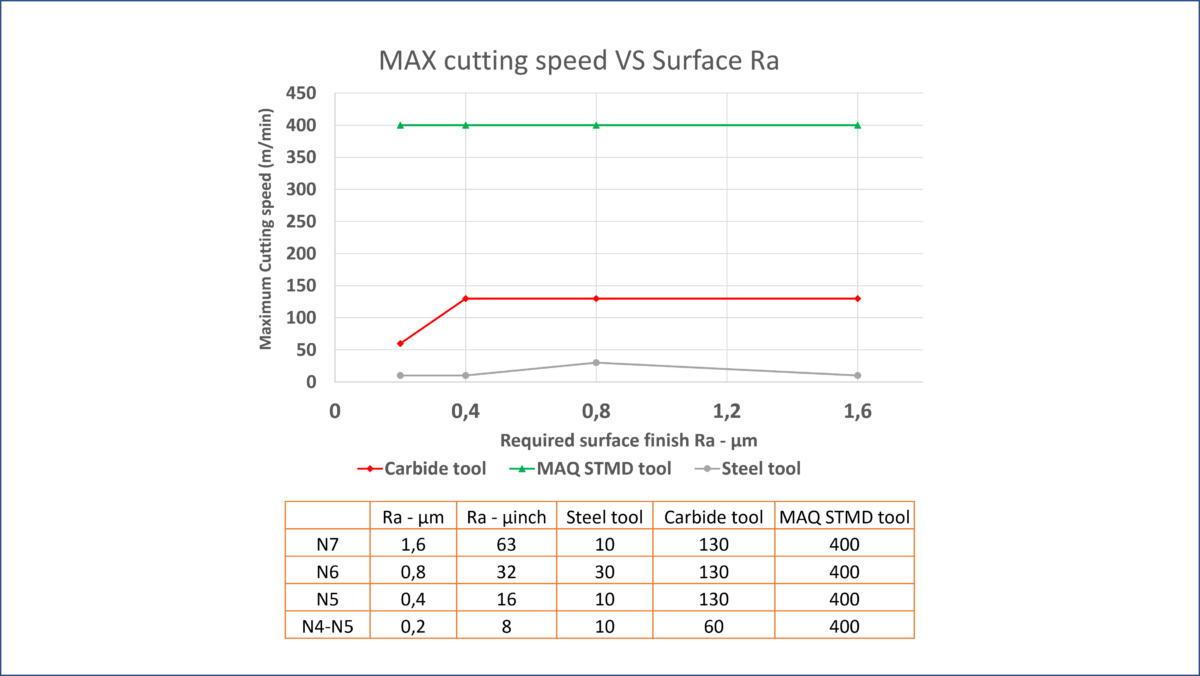
Figure 1 maximum allowed cutting speed Vs required surface finish, comparing STMD M25-205 SDUCR, equivalent carbide tool, and steel tool, at 6xD setup, depth of cut ap was fixed at 0.5 mm, the workpiece material is 34CrNiMo – 4340 steel HRC 28-30, coolant was used during the test and the cutting insert is MAQ DCMT 11T308 FW – P25C.
So how challenging are the operation you have in front of you? Are we looking at a surface roughness grade (ISO 1302) of N4-N5 (Ra 0.3 µm)? If so, the MAQ STMD tool outperforms the Carbide tool with 600% higher productivity. If slightly lower requirements the MAQ STMD tools will boost your productivity by at least 200%, independent of your surface finish requirement (N4-N7).